Mașină de procesare cu laser ghidată cu micro jet de apă

Diagramă detaliată
Introducere
Pe măsură ce producția continuă să necesite o precizie și o productivitate sporite,laser ghidat cu jet de apă (WJGL)Tehnologia câștigă teren atât în ceea ce privește adoptarea inginerească, cât și potențialul pieței. În sectoare de top, cum ar fi industria aerospațială, electronica, dispozitivele medicale și producția de automobile, se impun cerințe stricte privind precizia dimensională, integritatea muchiilor, controlul zonei afectate termic (HAZ) și conservarea proprietăților materialelor. Procesele convenționale - prelucrarea mecanică, tăierea termică și prelucrarea standard cu laser - se confruntă adesea cu impact termic excesiv, microfisuri și compatibilitate limitată cu materiale extrem de reflectorizante sau sensibile la căldură.
Pentru a aborda aceste constrângeri, cercetătorii au introdus un microjet de apă de mare viteză în procesul laser, creând WJGL. În această configurație, jetul de apă servește simultan ca...mediu de ghidare a fascicululuiși unagent eficient de răcire/îndepărtare a resturilor, îmbunătățind calitatea tăierii și lărgind aplicabilitatea materialelor. Conceptual, WJGL este un hibrid inovator între prelucrarea tradițională cu laser și tăierea cu jet de apă, oferind densitate energetică ridicată, precizie ridicată și daune termice semnificativ reduse - atribute care acceptă o gamă largă de scenarii de fabricație de precizie.

Principiul de funcționare al laserului ghidat cu jet de apă
Așa cum este ilustrat în Fig. 1, conceptul central al WJGL este de a transmite energia laser printr-un jet continuu de apă, funcționând efectiv ca o „fibră optică lichidă”. În fibrele optice convenționale, lumina este ghidată dereflexie internă totală (TIR)datorită diferenței de indice de refracție dintre miez și înveliș. WJGL utilizează același mecanism lainterfața apă-aerapa are un indice de refracție de aproximativ1.33, în timp ce aerul este de aproximativ1,00Când laserul este cuplat în jet în condiții adecvate, TIR limitează fasciculul în coloana de apă, permițând o propagare stabilă, cu divergență redusă, către zona de prelucrare.
Fig. 1 Caracteristicile de procesare ale laserului ghidat cu jet de apă (schemă)

Proiectarea duzei și formarea microjeturilor
Cuplarea eficientă a laserului în jet necesită o duză capabilă să producă un microjet stabil, continuu, aproape cilindric, permițând în același timp laserului să intre la un unghi adecvat pentru a menține TIR la limita apă-aer. Deoarece stabilitatea jetului guvernează puternic stabilitatea transmisiei fasciculului și consistența focalizării, sistemele WJGL se bazează de obicei pe un control precis al fluidelor și pe geometrii ale duzelor proiectate cu atenție.
Figura 2 prezintă stări reprezentative ale jetului generate de diferite tipuri de duze (de exemplu, capilare și diverse modele conice). Geometria duzei influențează contracția jetului, lungimea stabilă, dezvoltarea turbulenței și eficiența cuplajului - afectând astfel calitatea prelucrării și repetabilitatea.
Apa prezintă, de asemenea, absorbție și împrăștiere dependente de lungimea de undă. În domeniile vizibil și infraroșu apropiat, absorbția este relativ scăzută, ceea ce susține o transmisie eficientă. În schimb, absorbția crește în domeniile infraroșu îndepărtat și ultraviolet, astfel încât majoritatea implementărilor WJGL funcționează în benzile de la vizibil la infraroșu apropiat.
Fig. 2 Structuri ale duzelor pentru formarea microjeturilor: (a) schema de contracție; (b) duză capilară; (c) duză conică; (d) duză conică superioară; (e) duză conică inferioară

Avantajele cheie ale WJGL
Metodele tradiționale de prelucrare includ tăierea mecanică, tăierea termică (de exemplu, cu plasmă/flacără) și tăierea convențională cu laser. Prelucrarea mecanică se bazează pe contact; uzura sculelor și forțele de tăiere pot induce microdeteriorări și deformări, limitând precizia și integritatea suprafeței care pot fi obținute. Tăierea termică este eficientă pentru secțiuni groase, dar produce de obicei zone de încălzire hazard (HAZ) mari, tensiuni reziduale și microfisuri care reduc performanța mecanică. Prelucrarea convențională cu laser, deși versatilă, poate suferi totuși de zone de încălzire hazard relativ mari și performanțe instabile pe materiale extrem de reflectorizante sau sensibile la căldură.
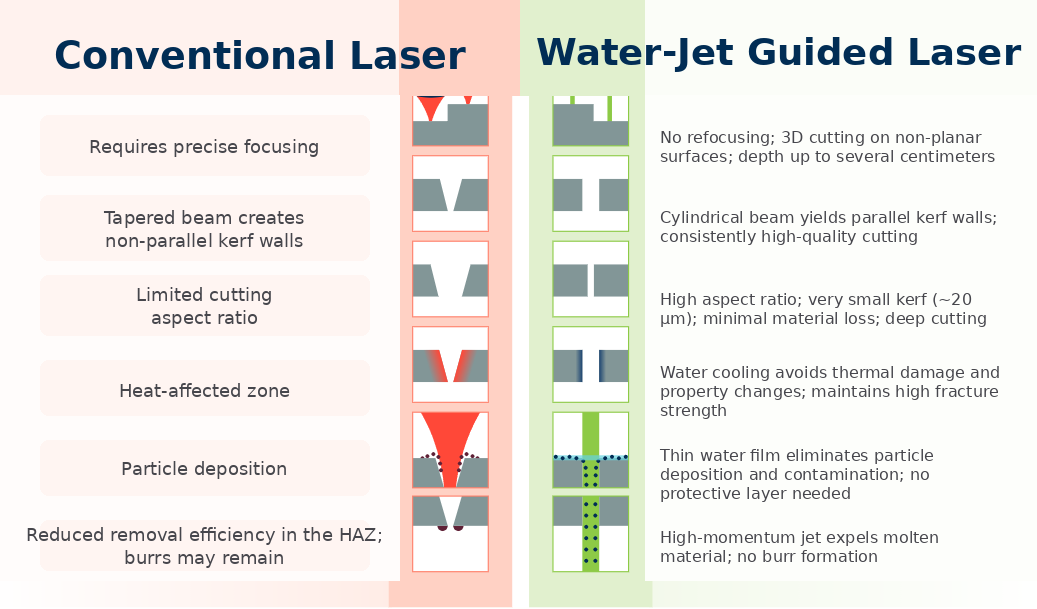
Așa cum este rezumat în Fig. 3, WJGL utilizează apa ca mediu de transmisie și agent de răcire concomitent, reducând semnificativ zonele cu acțiune periculoasă (HAZ) și suprimând distorsiunile și microfisurile, îmbunătățind astfel precizia și calitatea muchiilor/suprafeței (vezi Fig. 4). Avantajele sale pot fi rezumate după cum urmează:
-
Daune termice reduse și calitate îmbunătățităCapacitatea termică specifică ridicată și fluxul continuu de apă elimină rapid căldura, limitând acumularea termică și contribuind la conservarea microstructurii și a proprietăților.
-
Stabilitate îmbunătățită a focalizării și utilizare îmbunătățită a energieiConfinarea în jet reduce împrăștierea și pierderea de energie în comparație cu propagarea în spațiu liber, permițând o densitate de energie mai mare și o procesare mai consistentă - potrivită pentru tăiere fină, micro-găurire și geometrii complexe.
-
Funcționare mai curată și mai sigurăMediul apos captează și îndepărtează vaporii, particulele și resturile, reducând contaminarea din aer și îmbunătățind siguranța ocupațională.
Fig. 3 Comparație între procesarea laser convențională și WJGL
Fig. 4 Comparație între tehnologiile tipice de tăiere și găurire

Domenii de aplicare
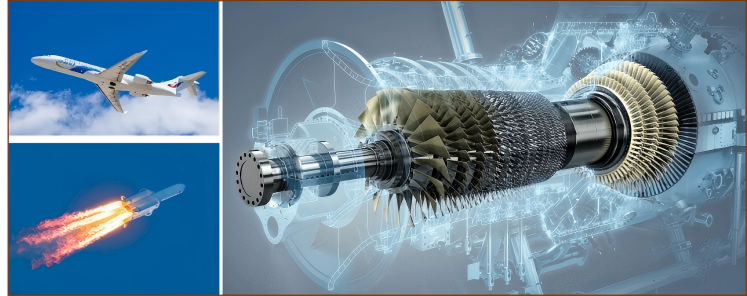
1) Industria aerospațială
Componentele aerospațiale utilizează adesea materiale de înaltă performanță, cum ar fi aliajele de titan, aliajele pe bază de nichel, CFRP, CMC și ceramica, care sunt dificil de prelucrat, menținând în același timp precizia și eficiența. Datorită densității sale energetice ridicate combinate cu răcirea eficientă, WJGL permite tăierea precisă cu o zonă de încălzire periculoasă (HAZ) redusă, minimizând deformarea și degradarea proprietăților și susținând piesele critice pentru fiabilitate.
2) Dispozitive medicale
Fabricarea dispozitivelor medicale necesită precizie, curățenie și integritate a suprafeței excepționale pentru produse precum instrumente minim invazive, implanturi și dispozitive de diagnostic/terapeutice. Prin răcirea și curățarea zonei de prelucrare cu flux de apă, WJGL reduce deteriorarea termică și contaminarea suprafeței, îmbunătățind consistența și susținând biocompatibilitatea. De asemenea, permite fabricarea de precizie a geometriilor complexe pentru dispozitive personalizate.

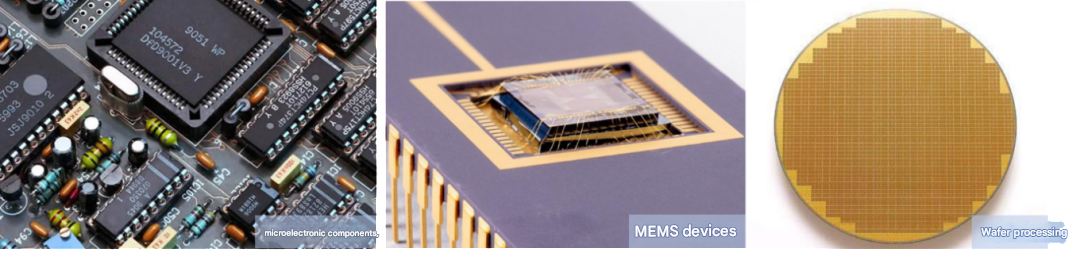
3) Electronică
În microelectronică și fabricarea semiconductorilor, WJGL este utilizat pe scară largă pentru tăierea napolitanelor, ambalarea cipurilor și microstructurare datorită preciziei sale ridicate și impactului termic redus. Răcirea cu apă atenuează deteriorarea indusă de căldură a componentelor sensibile, îmbunătățind fiabilitatea și stabilitatea performanței.
4) Prelucrarea cu diamante
Pentru piese din diamant și alte materiale ultra-dure, WJGL oferă tăiere și găurire de înaltă precizie, cu impact termic redus, stres mecanic minim, eficiență ridicată și o calitate superioară a muchiilor/suprafeței. Comparativ cu metodele mecanice convenționale și unele tehnici laser, WJGL este adesea mai eficient în conservarea integrității materialului și suprimarea defectelor.

Întrebări frecvente despre laserul ghidat cu jet de apă (WJGL)
1) Ce este prelucrarea cu laser ghidat cu jet de apă (WJGL)?
WJGL este o metodă de procesare cu laser în care fasciculul laser este cuplat într-un microjet de apă. Jetul de apă acționează atât ca mediu de ghidare a fasciculului, cât și ca mediu de răcire/îndepărtare a resturilor, permițând o precizie ridicată cu daune termice reduse.
2) Cum funcționează WJGL?
WJGL se bazează pe reflexia internă totală la interfața apă-aer. Deoarece apa și aerul au indici de refracție diferiți, laserul poate fi limitat și ghidat în coloana de apă - similar unei „fibre optice lichide” - și livrat stabil în zona de prelucrare.
3) De ce reduce WJGL zona afectată termic (HAZ)?
Apa care curge continuu elimină căldura eficient datorită capacității sale termice ridicate. Aceasta suprimă acumularea de căldură, reducând zonele periculoase cauzate de fenomene chimice periculoase, distorsiunile și microfisurile.
4) Care sunt principalele avantaje față de procesarea convențională cu laser?
Avantajele cheie includ de obicei:
-
Necesități reduse sau inexistente de refocalizare; potrivit pentru tăiere non-planară/3D
-
Pereți de tăiere paraleli și mai constanți și o calitate îmbunătățită a tăieturii
-
Impact termic semnificativ mai mic (zonă atmosferică periculoasă mai mică)
-
Procesare mai curată: apa captează particulele și ajută la prevenirea depunerii/contaminării
-
Mai puțină formare de bavuri: jetul ajută la ejectarea materialului topit din fanta de tăiere
Despre noi
XKH este specializată în dezvoltarea, producția și vânzarea de sticlă optică specială și materiale cristaline noi, de înaltă tehnologie. Produsele noastre sunt destinate electronicii optice, electronicelor de larg consum și armatei. Oferim componente optice din safir, capace pentru lentile de telefoane mobile, ceramică, LT, SIC din carbură de siliciu, cuarț și napolitane din cristale semiconductoare. Cu expertiză calificată și echipamente de ultimă generație, excelăm în procesarea produselor non-standard, cu scopul de a fi o întreprindere lider în domeniul materialelor optoelectronice de înaltă tehnologie.

Produse similare
-
Diametru 50,8 × 0,1 / 0,17 / 0,2 / 0,25 / 0,3 mmt Safir ...
-

Napolitane SiC din carbură de siliciu de 6 inch și 150 mm, tip 4H-N...
-
Placă de siliciu cu oxid termic pe peliculă subțire de SiO2 de 4 inci...
-
Stâlp de safir complet lustruit rezistent la uzură...
-

Nitrură de galiu (GaN) epitaxială crescută pe Safir...
-

Tavă ceramică SiC pentru mandrină Ventuze ceramice pre...